熱間異形鍛造の事例紹介
![]()

- 事例紹介トップ
- 両端にツバを作ることができる
- 加工が省略または削減できる
- 加工の困難なものが量産できる
- 新規カテゴリー
- 材料の節約が可能でほぼ最終形状に成型できる
- 組織が緻密となり、内部欠陥がない
- 要求された引張り強さ、硬さが実現できる
ボトムトラニオン
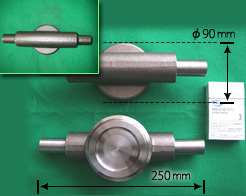
【クリックで拡大します】
特徴
- ●加工が省略または削減できる
- ●材料の節約が可能で、ほぼ最終形状に成型できる
- ●組織が緻密となり、内部欠陥がない
- ●要求された引張り強さ、硬さが実現できる
概要
| 材質/材径 | S45C | 65 |
|---|---|---|
| 抜き度/硬度 | 5度 | HB201~269 |
| 用途 | 建機部品 | |
| 製品重量 | 3.5kg | |
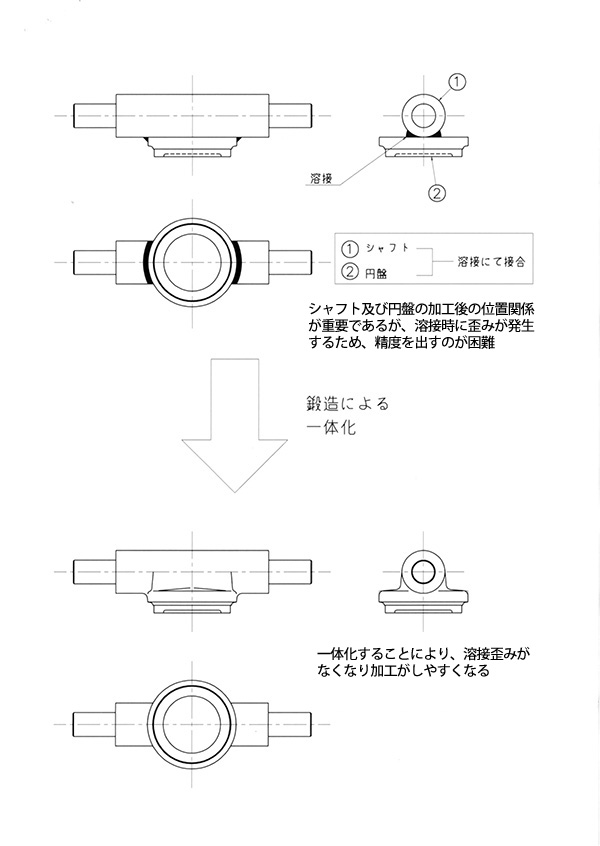
【鍛造化に至った経緯】
従来はシャフト部分と円盤部分が分かれており、 それぞれの部品を溶接で接合していましたが、 溶接部の強度や溶接後の寸法精度を確保することが困難なため その両方の問題を解決する方法として、鍛造による一体化を行いました。
工程 | 設備 | メーカー/型式 | 備考 |
|
|---|---|---|---|---|
| 1 | 熱間鍛造 | 2トンスタンプハンマー | 大谷/DIE MAX100 | |
| 2 | 熱処理 社外 | 社外 | 焼入焼戻(SB含む) | |
| 3 | 切削加工 | NC旋盤 | 日立/NK20 | |
| 4 | 切削加工 | タップミルセンター | キラ/VTC30 | |
| 5 | 切削加工 | NC旋盤 | 日立/NR23III |

![]()